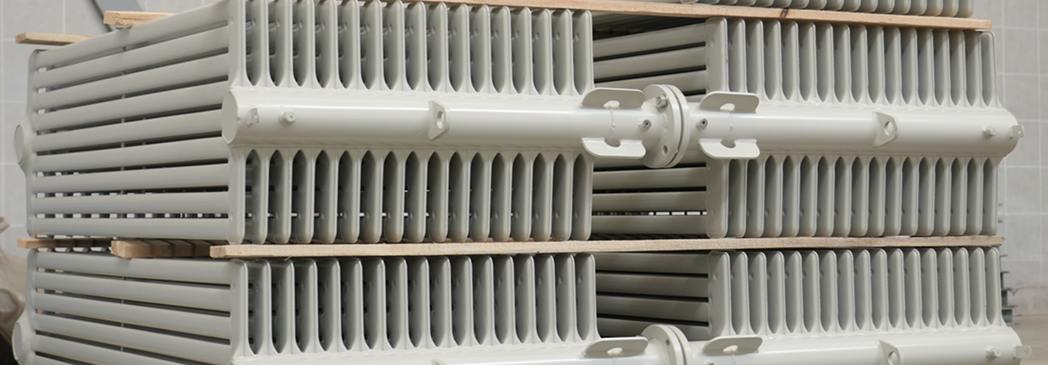
Radiators manufactured by JSC “CTP” are produced in sectional designs ranging from 4 to 34 sections, with heights from 800 mm to 3,500 mm. Each section consists of oval-shaped tubes that ensure optimal oil circulation while eliminating the risk of laminar flow.
High thermal efficiency is achieved through an increased “oil–air” heat exchange surface area. Owing to this design, CTP radiators are 25–30% more efficient compared to plate-type radiators.
Production is carried out on a modern automated line with three-stage tightness control. The radiators are equipped with all necessary units and accessories for the installation of fans, sensors, and other equipment. Prior to painting, the products undergo specialized internal and external surface treatment. To ensure a uniform paint coating of the required thickness, immersion or flooding methods are applied in accordance with ISO 12944-5.
Internal cleaning is performed using clean transformer oil, while the smooth shape of the tubes ensures complete removal of contaminants. This represents the second key advantage of CTP radiators compared to plate-type radiators and fully complies with the requirements of ISO 4406.
Radiator installation is carried out on individual pallets using specialized fixtures that prevent mechanical damage as well as the ingress of moisture and contaminants into the product.